
The trend towards continuous manufacturing (CM) in the pharmaceutical industry continues to grow for a multitude of reasons which include, a small footprint, ability to scale-out rather than scale-up as the duration of a manufacturing campaign is simply extended to meet commercial needs, modular CM platforms provide the ability to quickly switch between unit operations for on-demand production, less material waste associated with process deviations and the ability to rapidly perform Design of Experiments (DOE).
Continuous manufacturing has the potential to accelerate drug production and improve global supply issues and has gained strong support from regulatory bodies such as the FDA.
Automation is front and centre in implementing any continuous process/manufacturing line and is built on a foundation of in-depth process knowledge and understanding. DOE is one of the first steps in the process development cycle to acquire more thorough understanding of the design space and in defining the key relationships between important process variables and material quality attributes.
DOEs can have a reputation to be laboursome, particularly when executed manually. Automating the DOE process can save on valuable time and resource by enabling more precise experimentation and rapid data generation. This ultimately leads to accelerated process development, drives process understanding, thereby resulting in a more robust process.
This paper presents an example of the utility and flexibility afforded when applying automation to DOE in twin screw wet granulation (TSWG), in support of accelerated process development by managing more effectively the intricacies associated with executing more complex DOE variables, that would otherwise be more challenging to implement manually. Automation is implemented through SmartX, a process digitalisation and automation platform developed by Innopharma Technology.
It should be noted that the automated DOE approach described here is also broadly applicable to hot melt extrusion or any other type of twin screw based process.
Twin screw wet granulation process overview
Twin screw wet granulation is a continuous technique used for the granulation of pharmaceutical powders, to deliver enhanced flowability and tablet compaction properties [5]. The twin screw granulator barrel consists of two co-rotating screws configured identically with various types of screw elements, to create a series of specialised zones down the length of the screw shaft. As the screws rotate, the raw solid material pre-blend is metered from a loss-in-weight feeder into the material inlet of the twin screw, where conveying elements transport the material down the screws.
Further down the granulator barrel, granulation liquid is injected into the twin screw at the liquid feed inlet via a peristaltic pump, at which point mixing of the solid/liquid materials begins. Consolidation and agglomeration occur in the kneading zones which are designed to impart shear forces on the wet powder mass, resulting in granule formation. Finally, the agglomerated material is conveyed to the twin screw discharge outlet after which it is commonly subjected to a further milling and drying step. Temperature control is facilitated though a heat exchanger connected to the twin screw barrel.
Granule and tablet characteristics are influenced by a number of important process variables such as screw speed (rpm), solid feed rate (kg/h), liquid to solid ratio (L/S), barrel fill level (%), barrel temperature and screw configuration and binder type. Dependant variables include residence time and torque. Important quality attributes of the granules include particle size, shape, and distribution as well as granule density.
Equipment & materials
A Brabender DDSR20 gravimetric loss-in-weight feeder was used for solid material feeding. The Pharma 11 twin screw extruder (Thermo Fisher Scientific) (Figure 1) is a lab-scale granulator system supporting both hot melt extrusion and wet granulation and was used in its wet granulation configuration during these experiments. Barrel temperature regulation was accomplished with a Julabo DYNEO DD-1000F refrigerated / heating circulator. A Leadfluid BT301L peristaltic pump was used for liquid addition.
The Eyecon2 particle size and shape analyser (Innopharma Technology) was integrated at the twin screw material outlet to capture real-time particle size measurements of the formed granules. All equipment and sensors were integrated within the SmartX process digitalisation and automation platform (Innopharma Technology), to deliver advanced process control and automation through the low-code / no-code interface without the need for programming skills, as well as providing real-time / historic data visualisation. Equipment, sensor, and device communication modules are outlined in Figure 2.
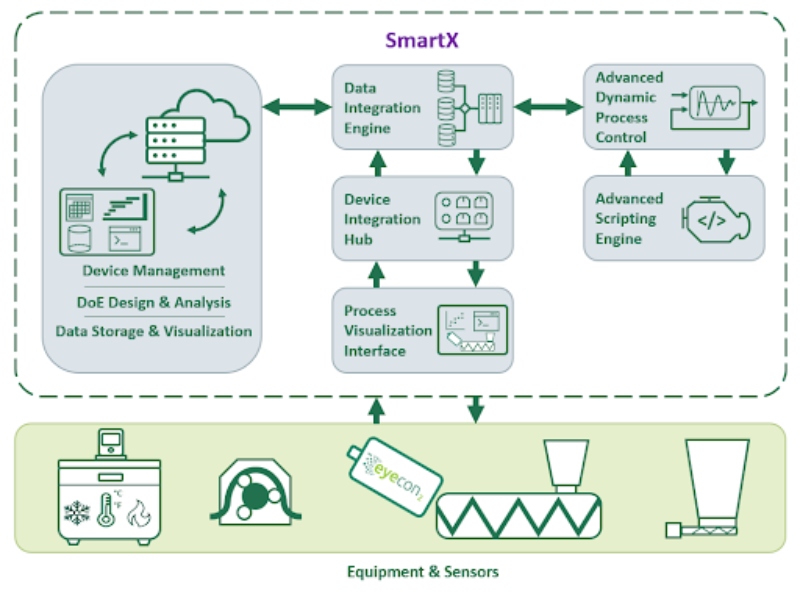
Figure 2: Outlines the modules between SmartX and the twin screw granulator, as well as all other associated equipment & sensors
The formulation consisted of a placebo pre-blend comprising lactose monohydrate (Pharmatose 200M) and microcrystalline cellulose (Avicel PH101) supplied by IMCD in a 2:1 ratio, with polyvinylpyrrolidone (PVP) (Kollidon 30) added as binder at 5wt%. These excipients are commonly used in pharmaceutical manufacturing. Water was selected as granulation liquid.
DOE/Process configuration development
A design space was chosen based on previous range finding studies conducted on the Pharma 11 and selected formulation. Barrel fill level and L/S ratio were selected as factors for the DOE. Barrel fill level results from the relationship between solid feed rate and twin screw speed. Implementation of these factors requires calculation to determine appropriate parameter setpoints, and therefor can pose more of a challenge to execute under normal, manual control operating conditions.
Many twin screw granulation studies in literature have focused on one factor at a time (OFAT) experimentation which is important particularly when building initial process understanding, but this approach ignores the interactions stemming from how a factor impacts the material and process when acting in the presence of other factors, as is true of any real world process. Automating the DOE process can streamline more complex and exhaustive DOEs. In order to demonstrate the power and flexibility of utilising an automated DOE approach, this more intricate factor combination was selected.
MODDE Pro Software (Sartorius) was used for DOE design, generating a full factorial design for two factors with three replicate centre-points, totalling 12 experimental runs in all. Factors were explored at three levels varying between: barrel fill level (40-80%) and L/S ratio (14-26%). All other variables were fixed. A fixed screw speed of 300 rpm was selected.
The DOE was subsequently configured within the low-code / no-code process automation module in SmartX (Figure 3), allowing the user to define with ease the required control logic and functionality for each experimental run to facilitate automated DOE / process execution. This included a settling time at the start of each experiment.
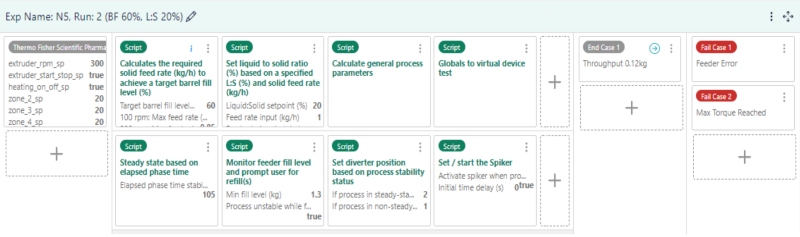
Figure 3: Presents an overview of the modular control elements of a single experimental run as configured within the SmartX low-code / no-code process automation module
The following subheadings take a closer look at how automated control of barrel fill level and L/S ratio were implemented within the automation system.
Barrel fill level
As previously stated, barrel fill level/material occupancy is a product of the balance between solid feed rate and screw speed, and therefor requires calculation to determine. There are several variations in literature on how to determine barrel fill level. The approach taken here simply assumes the maximum conveying limit for a particular screw speed equal to 100% barrel fill. At this point a further increase in the solid feed rate would result in a backup of material at the feed inlet.
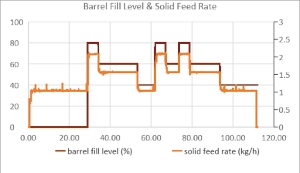
In this example, barrel fill level was implemented through a pre-defined barrel fill function/model within the automation control module of SmartX. The model calculates the required solid feed rate needed to achieve a desired barrel fill level, based on equipment pre-characterisation of the conveying limits across a range of screw speeds. From this, the model establishes the conveying limit process boundary line.
During process execution, the automated controller precisely adjusts the solid feed rate to maintain the target barrel fill level, also accounting for any fluctuations or deviations between the gravimetric solid feeder setpoints and actuals. This control function also permits the use of the calculated solid feed rate value by a subsequent control function like for example in determination of L/S ratio as described next.
Liquid to solid ratio
A key parameter in TSWG L/S ratio describes the liquid content of the moist granules, an important material quality attribute in wet granulation. To achieve a specified L/S ratio, the pump flow rate is set based on the solid feed rate. In a manually controlled TSWG DOE / process, this would require on-the-fly calculations by the process scientist and may be further complicated by differences in the native units of the equipment as was the case of the feeder and pump used in this work, where the solid feeder reported in (kg/h) and pump in (ml/min).
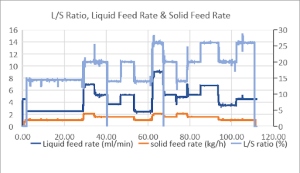
The automated control approach allows for greater flexibility and user friendly control as many of these nuances can be mitigated for the end user, by simply instructing the automation controller to perform the unit conversions automatically as part of the control approach. As with barrel fill level, L/S ratio was implemented through a pre-defined control function within the automation controller, which permits the user to input the desired L/S ratio. Using the solid feed rate determined in the barrel fill level function as describe above, the SmartX platform then calculates the speed at which the pump is required to run.
Other automation considerations
Automating the DOE process ensures other important considerations can be addressed to mitigate potential errors through manual execution.
For example, in TSWG, the order the equipment is started and stopped is of critical importance. If for instance during start-up, liquid addition is commenced before sufficient levels of solid material is present within the twin screw barrel, over-saturation is likely to occur resulting in a failed process and more arduous clean-up operation or if material feeding is started before the twin screw granulator, resulting in immediate back-up at the inlet.
To avoid such mishaps and ensure efficient control during DOE execution, the SmartX automation controller was configured to include a suitable start-up sequence prior to the first DOE experiment. The twin-screw was initially set to run at low rpm as per manufacturers recommendation, to prevent possible damage to the bare screws prior to material introduction. After a defined number of seconds the feeder was initiated at low through-put rate to begin material feeding.
Twin screw speed was increased to that specified for the DOE after sufficient time, with a subsequent increase in material feed rate to the lowest value under exploration. Finally, the pump was activated once solid material feeding had reached a steady state within the twin screw barrel.
The shut-down sequence is performed in reverse and was configured to execute after the final DOE experiment had completed. Liquid addition was stopped first to allow removal of moist material from the twin screw barrel. After a short, specified time, when the material discharged is deemed predominantly dry and free of moisture, the material feed was terminated. Twin screw speed was reduced to reflect the decreasing material level at the outlet as the screws are emptied, and finally the twin screw was stopped.
Once configured, the manual input required from the user was minimal. Aside from equipment set-up, material loading, and automated DOE initiation through the SmartX dashboard (Figure 6), the role of the user was predominantly a supervisory one, as the automation controller executes each of the 14 DOE ‘phases’ defined in the automation configuration.
After DOE execution is complete, the data generated i.e. from the twin screw granulator and all other integrated equipment and sensors is aggregated by the system and stored, allowing for subsequent data visualisation and interrogation. The key data points were extracted and fed back into MODDE Pro Software for final DOE analysis.
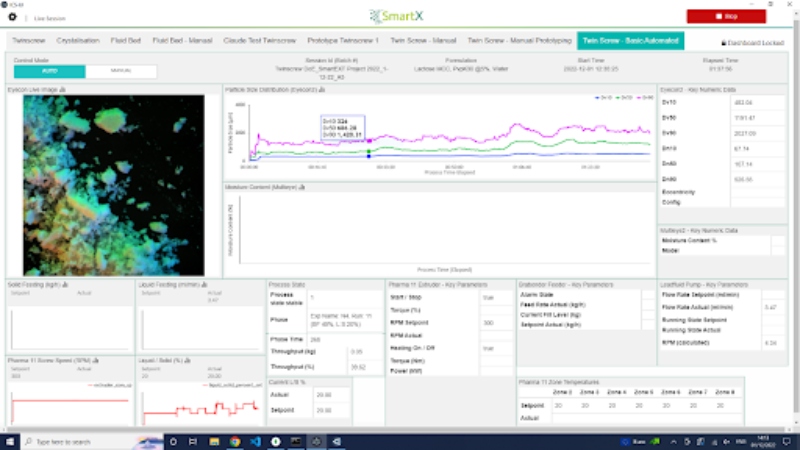
Figure 6: Presents an overview of the customised SmartX automated dashboard used during this experimentation displaying real-time CQA and key process data. Dashboard customisation is facilitated through a series of configurable drag and drop control features within the dashboard customisation interface
Conclusion
This work highlights some of the benefits that can be gained when applying automation to a twin screw wet granulation DOE through the SmartX low-code / no-code process digitalisation and automation platform. As previously stated, TSWG serves as an application example here only, and it should be re-iterated how the automated approach described is applicable across all twin screw based processes and beyond.
The work presented here demonstrates how DOE execution can be streamlined and simplified when dealing with more complex variables, that would otherwise be more challenging to implement manually. In addition, other key equipment and process considerations can be managed through efficient automation and control. As a result, non-essential burden is removed from the process scientist/engineer, allowing them to focus on process monitoring.
Implementation of suitable automation and control strategies can mitigate potential risks associated with manual DOE execution. As a result, valuable lost resources and laborious downtimes associated with dismantling and cleaning equipment can be drastically reduced.
In summary, implementing advanced control and automation enables the process scientist/engineer to swiftly and precisely execute DOEs, rapidly generate valuable data, which in turn accelerates the learning curve leading to faster process development, better process understanding and better processes, crucially speeding up the time it takes to get drugs to market.






