Tablets are the preferred pharmaceutical dosage form, but manufacturing them poses many challenges. Compressing a block of particles into a single compact is a science that must be understood to ensure a successful manufacturing process. For consumers tablets are a simple and convenient dosage form, and if developed properly tablet manufacturing rates are higher than any other dosage form available.
The tablet development process is a critical step that requires the correct tools and equipment to minimise challenges through scale-up and in the manufacturing environment. A QbD (Quality by Design) approach requires careful characterisation and an understanding of the properties and limitations of the product and process. From a tableting standpoint it is important to complete the material science work upfront. This applies to active pharmaceutical ingredients (APIs), excipients, diluents, binders, and formulation mixtures. Among the most significant challenges in early tablet development are the high costs and limited amounts of material available for laboratory experiments and process scale-up.
Material-sparing tools for powder characterisation – such as single-station tablet presses, compaction simulators, and emulators – are essential across all three phases of the tablet development process to provide science-supported decisions and cost-effective tablet development.
Pre-formulation
APIs are characterised during the pre-formulation phase. APIs often have insufficient bonding properties to form a robust compact and require the addition of appropriate excipients during the formulation process. Some of the properties to study include deformation characteristics, compactibility, ejection force levels, and sticking potential.
Single-station tablet presses, compaction simulators, and compaction emulators are all effective tools to help characterise mechanical properties of your API. These machines can provide compression data from a single tablet and require only milligrams of material. A linear displacement sensor can be easily installed to allow real-time in-die thickness measurements. The advantage of this measurement is the ability to record the punch displacement along with the compression force profile associated with the compaction event, which can provide an understanding of:
- The consolidation of the particles during compression
- When plasticity occurs
- Inter-particulate bonding
- The elastic energy or work put into the tablet and remaining work after the decompression event
Other valuable measurements include the upper and lower compression force, ejection force, residual and peak radial die wall force, and takeoff/punch adherence force.
Single-station tablet presses (Figure 1. Natoli’s NP-RD10A single-station tablet press) are a cost-effective way of recording the above measurements, but they do not simulate the compression event of a high-speed production tablet press. Materials that undergo compression at slow rates have more time for the particle consolidation process due to increased dwell time, or the time under maximum force, and relaxation time during the decompression event. This may result in a stronger compact than during the manufacturing process, where tablet presses are running at high velocities and have low dwell times, which can result in insufficient tablet strength, capping, or lamination. Furthermore, most single-station tablet presses are designed for single-ended compression, meaning that only the upper punch applies the force while the lower punch receives the force through the powder bed. A typical manufacturing tablet press is designed with an upper and lower compression roller, and both the upper and lower punches travel in the die to compress the tablet. Despite this limitation a single-ended compression cycle can provide useful information if both the upper and lower punch forces are recorded. A compaction simulator is a sophisticated single-station tablet press that is designed to mimic a double-ended compression cycle of a rotary press at high velocities. These machines are typically hydraulically driven and fully instrumented, including punch displacement profiles.
A compaction emulator is another highly technological press designed to mimic a double-ended compression cycle of a rotary press at high velocities. A compaction emulator is mechanically driven and leverages the design of a traditional rotary press in which the upper and lower punches are forced between a set of compression rollers (Figure 2. Presster compaction emulator). The punch type, head profile, and compression rollers are easily replaced to replicate the production tablet machine that could be used during the manufacturing process. Furthermore, a compaction emulator is designed with a linear track that allows the punches and die to travel through a fill track, dosing stage, compression rollers, and a user-set ejection angle.
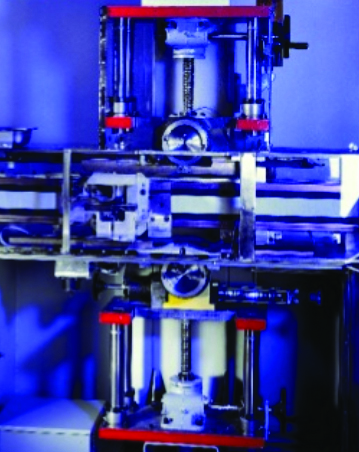
Figure 2. Presster Compaction Emulator
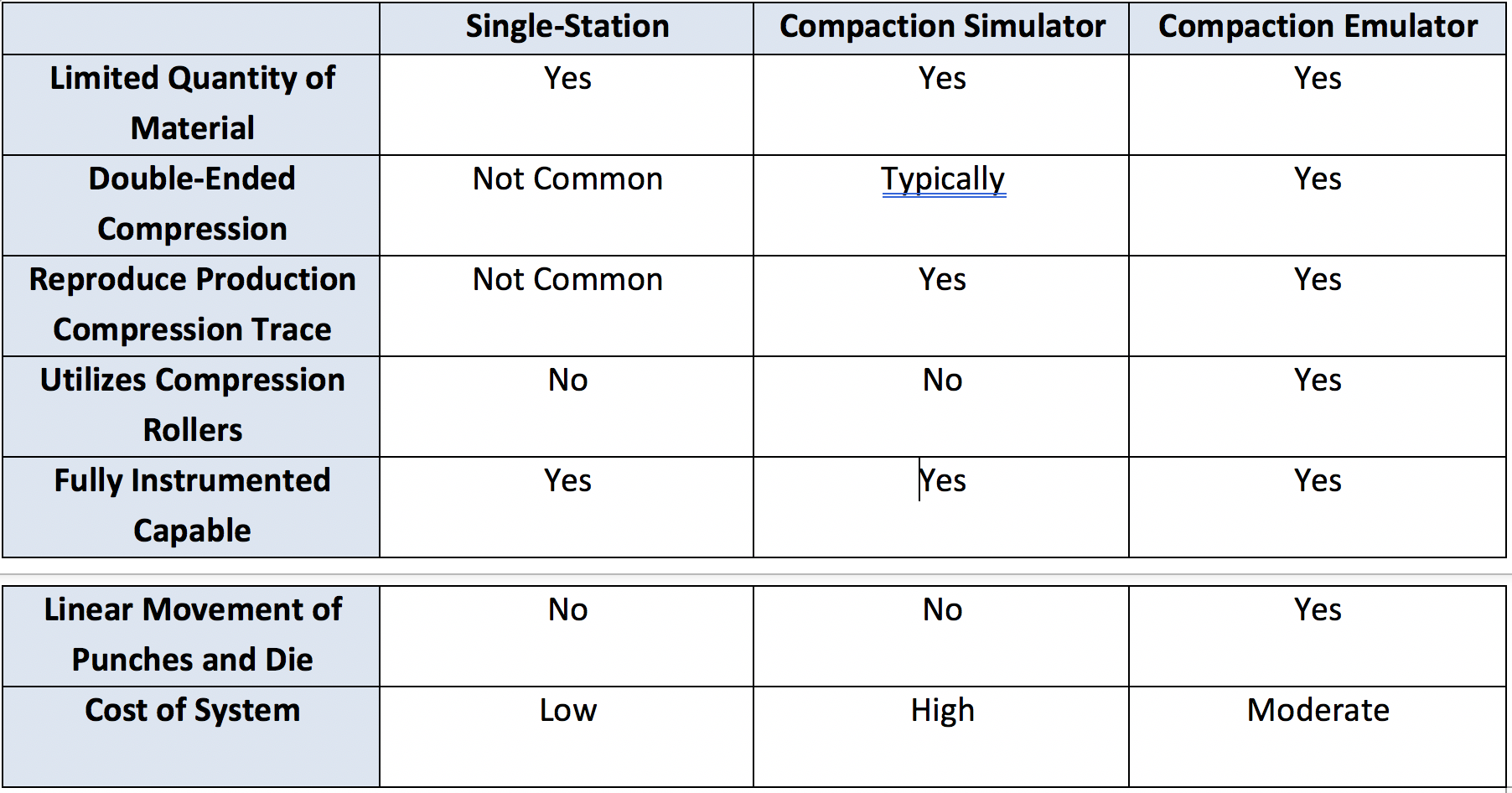
Table 1. Single-Station Press Comparison
Figure 3. Single-Station Data – Work Curve
A work curve or force displacement curve measures the real-time tablet thickness during a single compression event (Figure 3). As the compression force increases the tablet thickness decreases, and the area under the curve represents the amount of work or energy remaining in the tablet. This information also provides the elastic recovery of the material. In this example, the minimum in die thickness is 1.786 mm and an elastic recovery of 20.5%.
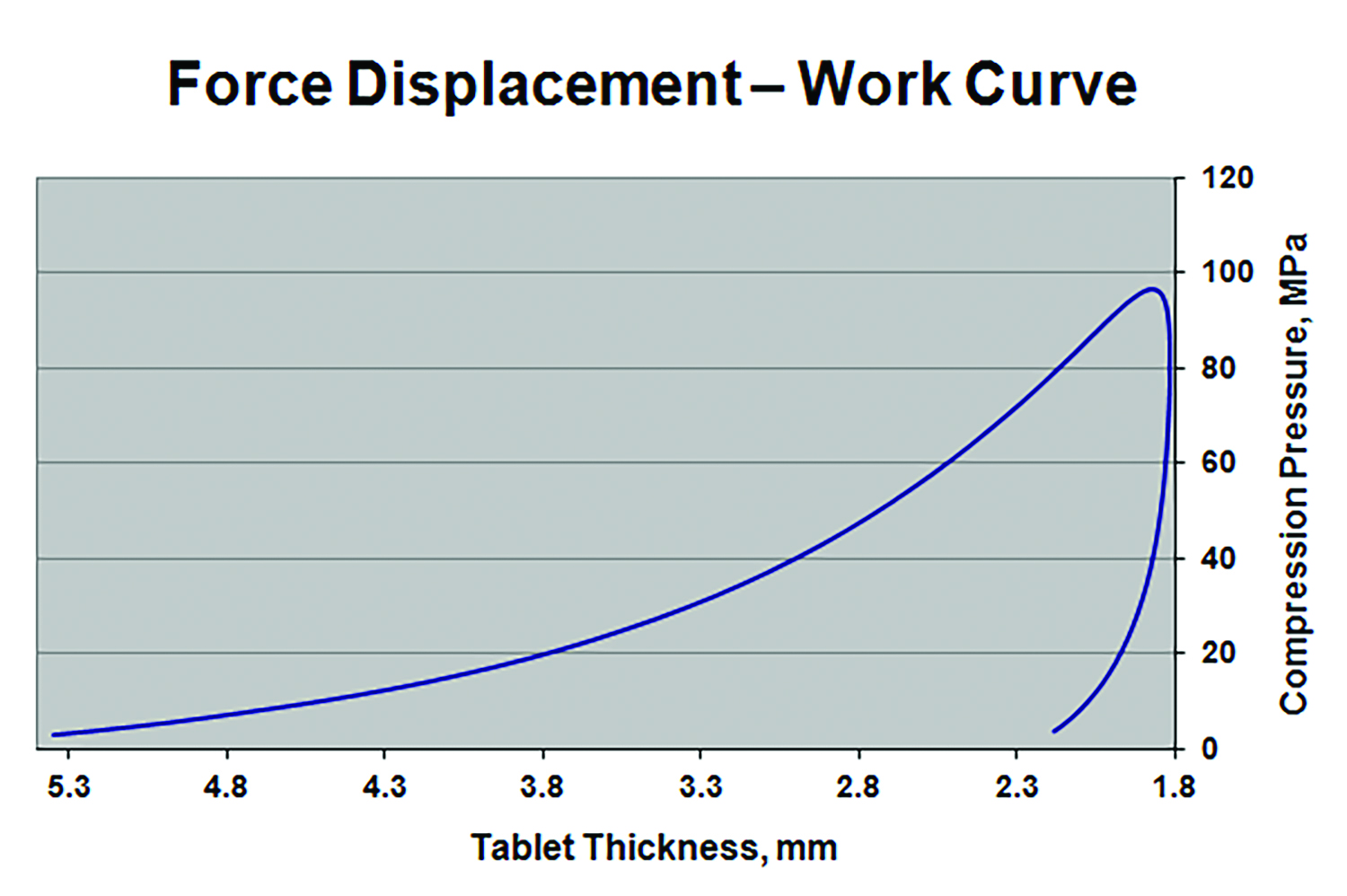
Figure 4. Single-Station Data - Heckel Plot
The Heckel plot provides a linear relationship between the relative porosity of a powder and the applied compaction pressure (Figure 4). The slope of the linear regression is the Heckel constant, which is the minimum compaction pressure required to cause deformation of the material under compression. In this example the yield pressure or the Heckel constant is 28 MPa, which is one-third the inverse of the slope, where the slope is 0.0118x.
Formulation
Based on the API properties, the excipients can be chosen to provide the necessary deformation properties to create a robust tablet. At this stage compaction studies can be performed with formulation variants while simulating production tablet press rates and dwell times. From a mechanical standpoint the excipient choices should be made to aid in powder flow, provide sufficient tablet strength, and deliver a smooth ejection and takeoff process with minimal forces. Instrumented benchtop rotary tablet presses are commonly used at this stage, but when bulk quantities of materials are limited single-station tablet presses remain a valuable tool for screening and evaluating formulation compositions. Figures 5, 6, and 7 are examples of compaction studies performed during the formulation process.
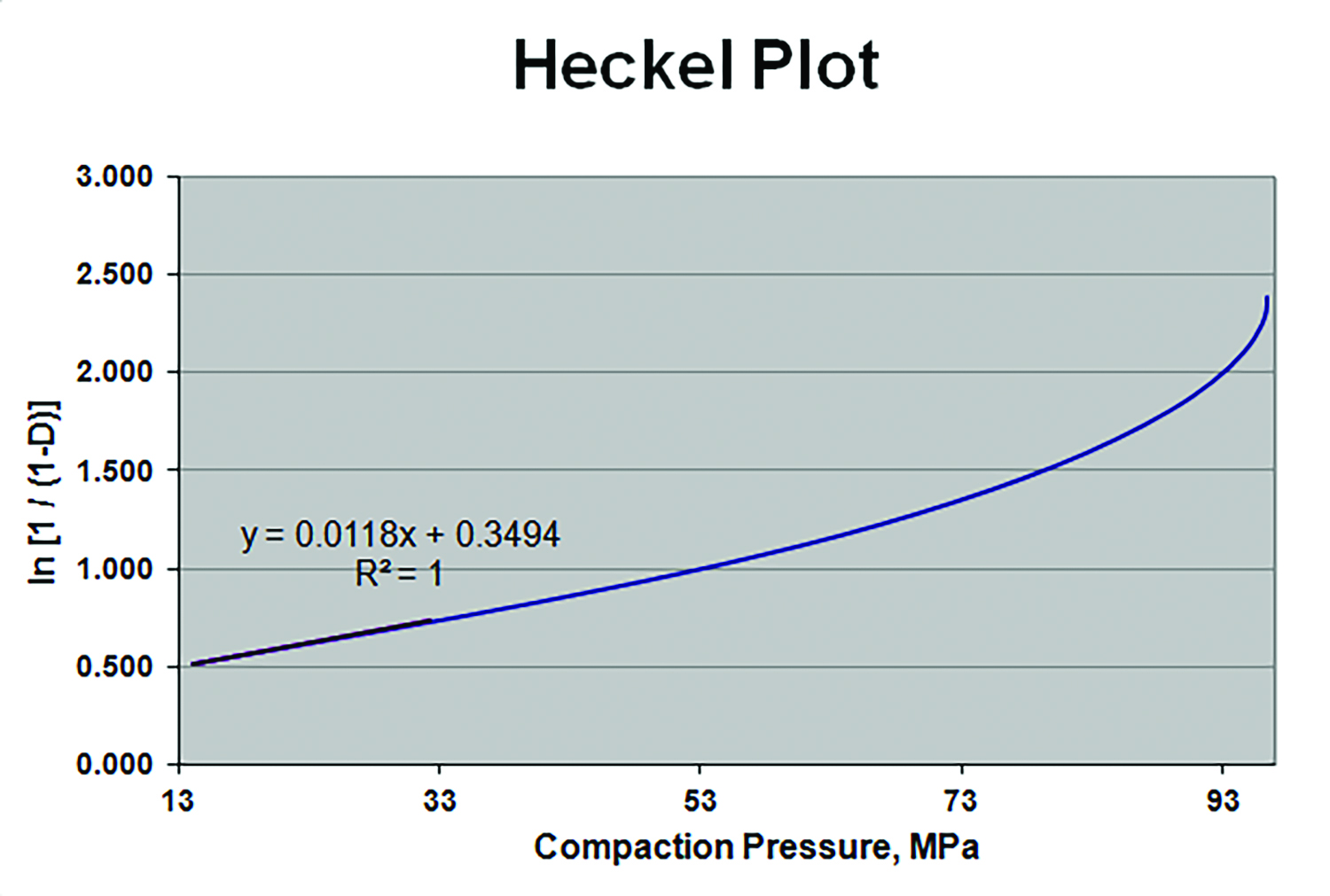
Figure 5. Tensile Strength vs. Compaction Pressure
The tabletability profile depicts the tablet tensile strength as a function of the applied compaction pressure. This profile is normalised for the punch tip face area and tablet geometry, allowing for a true comparison of formulation robustness independent of tablet size. Figure 5 compares ratios of lactose and microcrystalline cellulose with added acetaminophen (APAP). The added APAP decreases the tablet strength and requires a higher compaction pressure to achieve the desired tablet tensile strength. This study can be performed on a single-station press but is more valuable if completed on a compaction simulator or compaction emulator at the velocities and dwell times of a production tablet press.
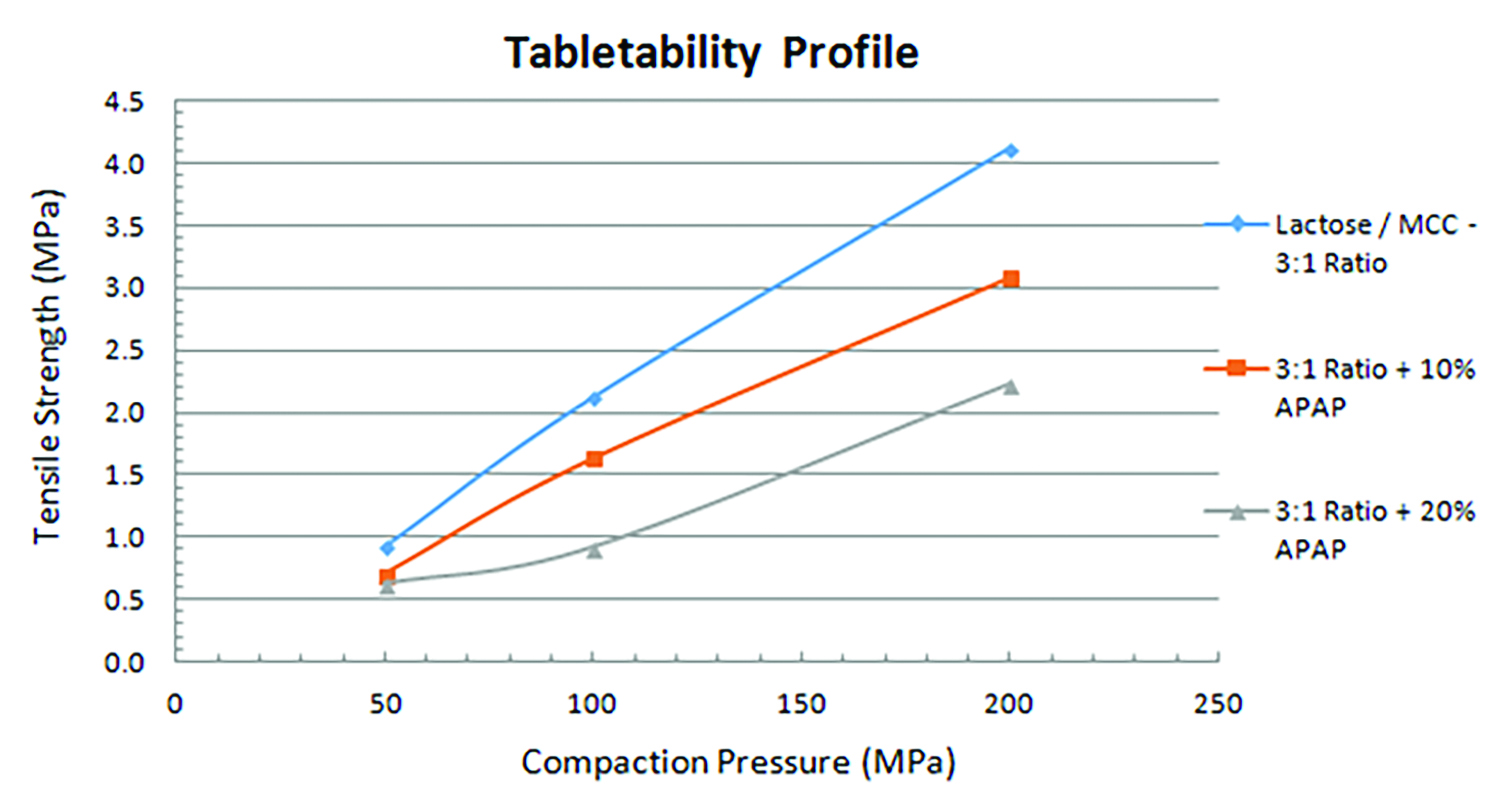
Figure 6. Solid Fraction vs. Compaction Pressure
The compressibility profile depicts the tablet solid fraction as a function of the compaction pressure. The solid fraction is a ratio of the tablet density over the powder true density in which the true density can be measured from a helium pycnometer. The tablet porosity is 1 – solid fraction, and this provides valuable data that will influence the disintegration.
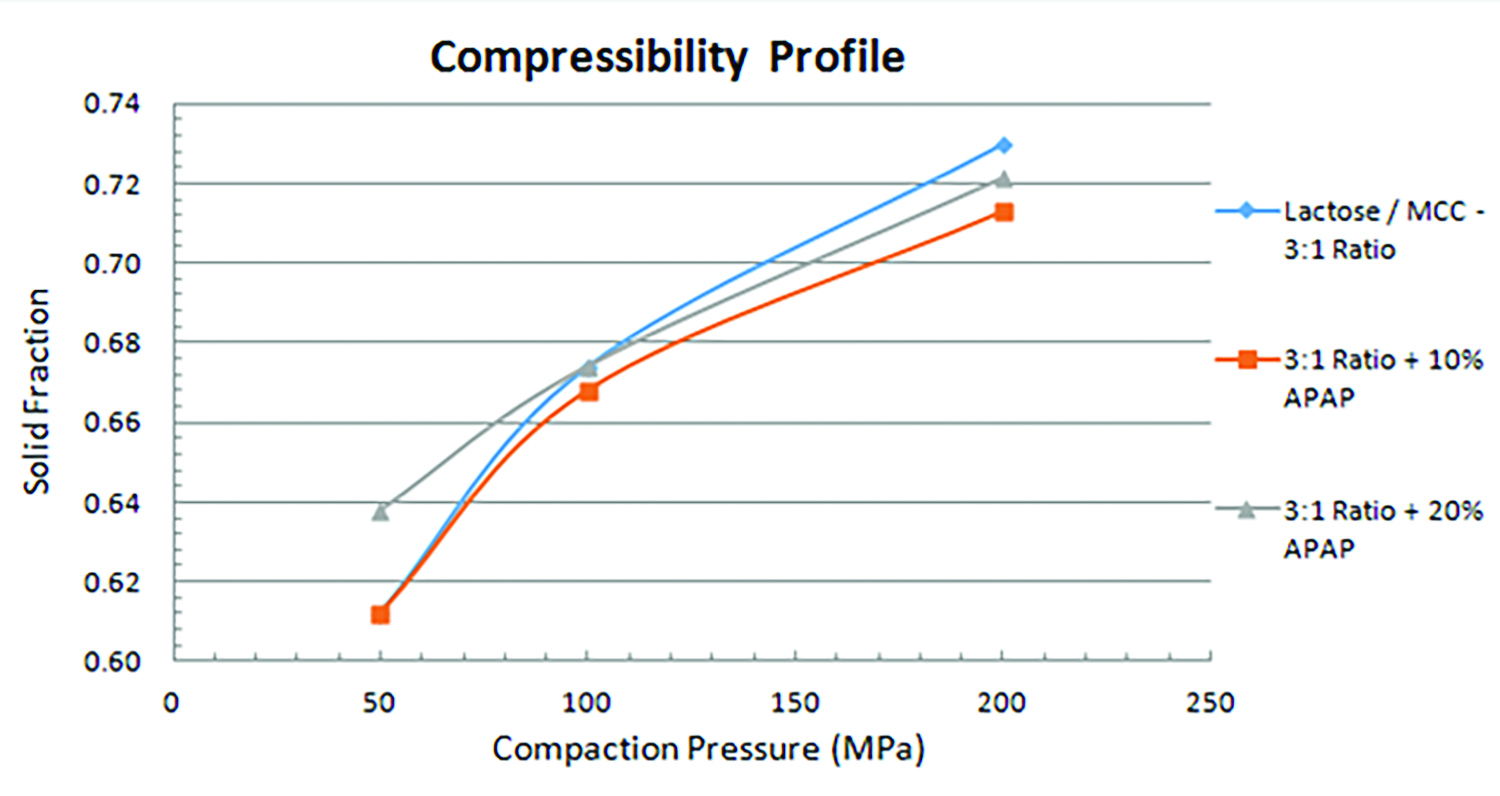
Figure 7. Tensile Strength vs. Solid Fraction
The compactibility profile depicts the tablet tensile strength as a function of the tablet solid fraction, allowing the scientist to evaluate the tablet strength as related to the solid fraction and disintegration potential. The tabletability and compressibility profiles are influenced by the speed of the compaction event in which the compactibility profile is not speed-dependent and can be generated on a slow single-station tablet press while generating valuable information that will transfer to a larger scale.
Scale-up
At this stage, manufacturing variables can be evaluated on a small scale. Longer production runs can be tested to address any issues found at this level. The effects of processing variables, excipient suppliers, changes in particle size, and manufacturing conditions can be evaluated. During this process a pilot scale rotary tablet press is suitable to provide the longer tableting runs in which friction and heat play a role and allows the scientist to identify any tablet quality issues. A compaction simulator or compaction emulator is designed to mimic a high-speed rotary tablet press. This tool can provide insight in what to expect, but it doesn’t simulate the continuous movement of multiple punches throughout a series of cam tracks on a rotary turret.
Instrumentation Note: Load cell transducer design, data acquisition performance, and calibration techniques are critical aspects that make up a quality instrumentation software system. Load cells can measure compression, tension, and shear with a typical accuracy of less than 0.1%. The data acquisition system must be designed to handle data capture rates up to 100 kHz to measure data at high tableting speeds typically occurring in 1 to 100 milliseconds. Calibration techniques are also important to ensure the accuracy of your data. When measuring in-die thickness during the compaction event the linear displacement sensors need to compensate for the machine compliance or deformation. Since tableting machines are not perfectly rigid, a calibration should be performed to correct this error.
With the many challenges found in the tableting process a clear understanding of your materials and processes is vital. Material science is fundamentally important in formulating a robust tablet that is scalable to the manufacturing environment. With the high costs of APIs and bulk powders, material-sparing systems such as single-station tablet presses, compaction simulators, and compaction emulators have a great value.
Natoli Engineering manufactures instrumented tablet presses including single-station presses, compaction emulators, benchtop rotary development presses, and pilot manufacturing scale presses. Natoli also provides customers with expert tablet evaluation and tooling design services to ensure tablet quality, maximise production, and enhance product lifecycle. Natoli can help with tablet compression accessories, troubleshooting assistance, laboratory testing, tablet quality issues, and more. Are you experiencing a tableting issue? Natoli may be able to help. Contact Natoli Engineering today at +1 636-926-8900 to learn more or visit us at natoli.com.
Robert Sedlock is the Director of Technical Training and Development for Natoli Engineering Company. He is a leading expert in the tablet compression industry with over 18 years of experience and has authored articles for numerous trade publications, whitepapers, and the American Association of Pharmaceutical Scientists.