
Our logistics industry is currently facing its biggest ever challenge: the mass distribution of the COVID-19 vaccine. In January, the UK government launched its biggest vaccination programme in British history, pledging to vaccinate 15 million people by mid-February in the hope of ending our third national lockdown by spring.
This included vaccinating those aged 70 and older, all healthcare workers and everyone shielding. At the current rate, the government is on track to exceed its target with about 16 million people expected to have received their first jab by 15 February. It’s a positive start, but one that has required a huge logistics effort.
Logistical challenges
Three of the key challenges our logistics industry is encountering are cold chain capacity, last-mile delivery and the overwhelming demand on supply chains to deliver the volumes required within strict time constraints.
In the case of the first-approved Pfizer vaccine, this must be stored below –70 °C; yet, the cold supply chain carriers used to transport medical supplies generally operate at between 2 and 8 °C.
The need for this deep-freeze delivery chain has required businesses to adapt quickly, such as transporting the Pfizer vaccine in a special box packed in dry ice and installed with GPS trackers.

Jim Hardisty
Thankfully, the other vaccines developed do not require the same ultra-cool storage; the Moderna vaccine can be kept at –20 °C, much like temperature of a home freezer, and the Oxford vaccine is reported to be the easiest to distribute as it does not require very cold storage.
Another major challenge is last-mile delivery. Distribution companies are being stretched to full capacity — largely as a result of the huge surge in ecommerce during our first national lockdown, which has shown no sign of easing.
Freight forwarders, the linchpins of our supply chain, have faced the arduous task of ensuring that vaccines move door-to-door while maintaining their temperature from the airport to the last mile.
To ease the pressure on our logistics industry, the Armed Forces launched a phenomenal homeland military operation involving more than 5000 personnel to help set up mass vaccination sites and support the nationwide delivery of the vaccine.
It is clear that manufacturing and distributing the sheer volume of vaccines required within such tight time constraints has put unprecedented pressure on our supply chains.
When the COVID-19 pandemic started a year ago, the country had just one significant production plant making flu injections in Liverpool. Since then, the UK has become a global leader in buying and distributing vaccines. According to the spending watchdog, the National Audit Office, the government expects to spend a staggering £11.7 billion in developing, purchasing, manufacturing and deploying COVID-19 vaccines during the 2022–2023 period.
Supporting the COVID response
Suppliers to the logistics industry are integral to making this huge logistics effort a success; and, at Goplasticpallets.com, we are humbled to be one of those suppliers supporting the COVID response.
Recently, our plastic pallets were given one of their most important tasks to date — supporting the production of the second COVID -19 vaccine across several continents.
In October, we were approached by a leading international pharmaceutical provider with an urgent request for a plastic Euro pallet on five runners. This is not a standard plastic pallet; in fact, the specification is very rare, although not too rare for Goplasticpallets.com!
As UK market leaders, boasting the largest variety of plastic pallets stocked in the country, we were able to match the exact specification with our Qpall 1208 HR 5R. Initially, we fast-tracked 50 units to Belgium, but this was just the beginning. Enquiries from other suppliers of the vaccine manufacturer then followed, from as far as the US, Argentina, China and South Korea, all requesting the same plastic pallet.
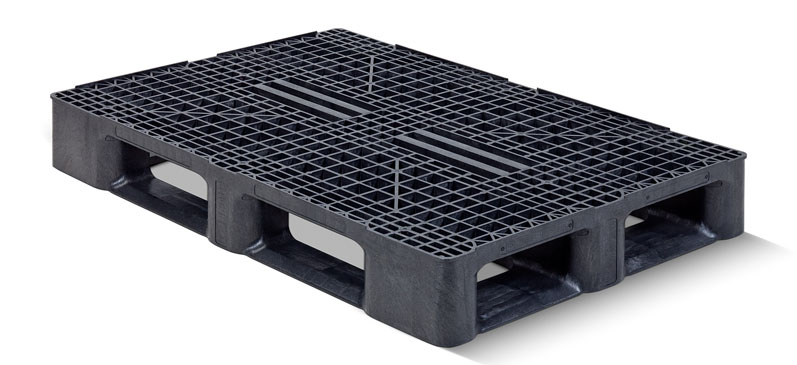
The Qpall 1208 HR 5R plastic pallet
These plastic pallets are being trusted with the very important task of transporting one of the vital ingredients that make up the second COVID-19 vaccine, which was authorised for use in the UK by the UK Medicines and Healthcare products Regulatory Agency (MHRA) in December 2020.
At Goplasticpallets.com, we have supported the pharmaceutical industry with a broad range of projects during our 20 years in business, but this is by far one of the most satisfying.
Pallet choice
Of course, in the pharmaceutical supply chain, pallets have always played a vital role — both in the production area and for packaging and distribution. But with today’s abundant variety of different pallet styles and sizes, how do you go about choosing the best fit for you? Before investing in pallets, it is paramount that you consider exactly where and how they will be used — and this is when our plastic pallet experts excel, by recommending the perfect match for your application.
For laboratory and cleanroom environments, for instance, there is only one viable option: hygienic plastic pallets. Manufactured from the highest-grade virgin HDPE, our hygienic pallets have smooth, sealed surfaces, are fully compliant with EU safety legislation and come in a range of seven different colours as standard (with two-colour options available for large orders).
Free from joints, slots and other cavities where dirt and dust can easily accumulate, there are no voids where products could accidentally get dropped and trapped. A completely sealed top deck also means that accidental spillages are easily cleaned; even the harshest chemicals will not permeate the surface, ensuring that the pallets maintain optimum hygiene conditions as they transit through the area.
However, the benefits of using plastic pallets go far beyond the laboratory environment. If your pharmaceutical packing area uses any level of automation — whether roller conveyors, sortation equipment or robotic automation — then plastic pallets have considerable advantages compared with the alternatives.
Plastic pallets in automation
In the last year, we have experienced a huge uplift in enquiries from pharmaceutical companies and their suppliers for both distribution and production applications … and the level of automation within their facilities continues to increase.
Currently the pharmaceutical industry is producing millions of vaccine doses each week, all of which must be carefully scrutinised before being packed and shipped to distributors.
Most pharmaceutical packaging systems use automation to manage bottle orientation, capping, labelling and collation systems. But, automated handling systems are not invincible and can be disrupted.
The most common cause of disruption is the use of wooden pallets to move goods around. In a highly automated packaging area, this disruption can result in lengthy delays, missed shipments and a huge cost to businesses.
In contrast, plastic pallets perfectly complement automated handling systems and, in our experience of supplying the pharmaceutical industry, they provide a reliable asset for all types of applications. The advantages of plastic pallets compared with wood are plentiful, including
- consistency: produced by injection moulding, plastic pallets are always 100% consistent in dimension, geometry and loading capacity
- durability: their strength is unrivalled when compared with wood; plus, heavy duty varieties can also withstand frequent repeated use in rigorous, closed loop scenarios
- hygiene: they are non-absorbent, resistant to most chemicals and can be washed repeatedly, removing the risk of contamination
- recyclable: more than 96% of our plastic pallets are manufactured from recycled plastic and, at the end of their long working life, can be reground to produce new, sustainable plastic pallets.






