As mentioned in Part I, how the wipe is constructed affects its cleanliness and performance characteristics.
Knitted wipes, for example, are created using a knitting process in which many strands of yarn and filament are combined to create the material. Wipes can be knitted in a variety of ways to improve their performance characteristics.
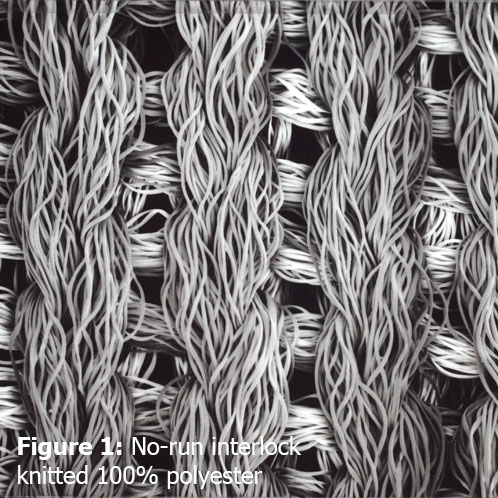
An interlock knit, which is a variation of a rib knit and one wherein any given stitch will reveal another knit stitch, makes the wipe more durable and provides a slightly heavier basis weight. A no-run interlock knit is similar to the interlock knit but a periodic extra stitch is added that prevents the fabric from “running” or unravelling if snagged.
This makes the wipe very durable and suitable for use on a wide variety of surfaces. Knitted wipes are typically made from monofilament synthetic fibres (such as polyester).
Nonwoven wipes are used for a wide range of applications in controlled environments, including cleaning, the application of disinfectants, residue removal, spill control, transfer disinfection and general-purpose wiping. Nonwoven wipes offer a variety of performance characteristics and excellent value. Nonwoven wipes are webs or sheets made of natural or synthetic fibres that are bonded together by thermal, mechanical, chemical or solvent means.
Most high-quality nonwovens are made with a spunlace process that hydroentangles the two fibres using high pressure jets of filtered water and cleans the fabric during the manufacturing process. No binders or additives are used, resulting in a fabric that is low in fibres and residues.
Nonwoven wipes can be constructed from single fibre types such as 100% nonwoven polyester. Creating wipes in this way also allows synergistic blends of different fibre types to be created, such as polyester/rayon or polyester/cellulose. Another method of creating a nonwoven wipe is to use a thermal bonding process. This is commonly used for polypropylene wipes.
Wipes of a purely woven structure are not often used in cleanrooms. Wipes woven from cotton fabric in a twill construction are very absorbent and are excellent for spill pick-up or general cleaning in lower grade areas.
Types of fibre
Each type of fibre has a particular strength that makes it suitable for a different critical environment application. Synthetic fabrics tend to have longer fibres that are cleaner than natural ones. Polyester offers durability, chemical compatibility and cleanliness. Polypropylene provides exceptional cleanliness and the uniform application of fluids.
Fabrics made from recycled materials are now also available. ReFIBE wipes, for example, are constructed from 100% post-consumer recycled plastic bottles (35+ bottles per pack of wipes) that have gone through a rigorous cleaning process before being converted into polyester chips. The chips are extruded and spun in a traditional yarn manufacturing process before being knitted into fabric using an interlock knit.
Natural fibres such as cotton and cellulose have higher particle counts than synthetic fibres but excel when it comes to strength, softness and absorbency. Cellulose is the most common natural fibre used in blended cleanroom wipes as it provides excellent sorbency. Wipes made solely from cellulose tend to be only used for very specific applications.
Common cleanroom wipe fibres and construction
A sealed-edge, laundered 100% knitted polyester is the cleanest wiping material available (Figure 1). The long monofilament fibres mean that the structure is very strong and durable. An appropriate finishing treatment and laundering renders the material sorbent to aqueous solutions as well as solvents.
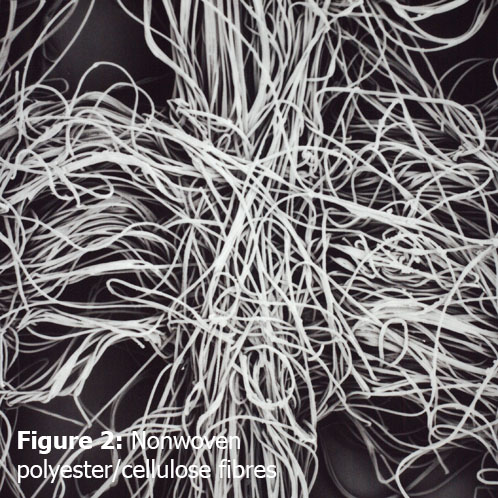
A nonwoven polyester/cellulose blended fabric creates a matrix that has good particle removal and entrapment properties (Figure 2). The cellulose element provides good sorption; however, it also releases higher levels of particles and fibres.
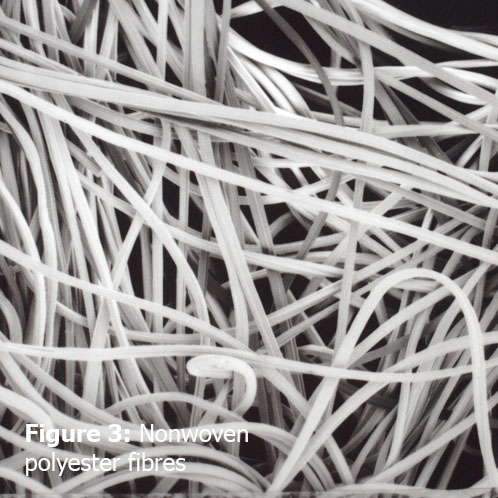
Nonwoven polyester offers good particle entrapment properties and yields lower levels of fibres and particles (Figure 3). The short length fibres mean that the fabric is not resistant to abrasive surfaces. A solvent or surfactant must be added to 100% aqueous solutions to facilitate sorption by the wipe.
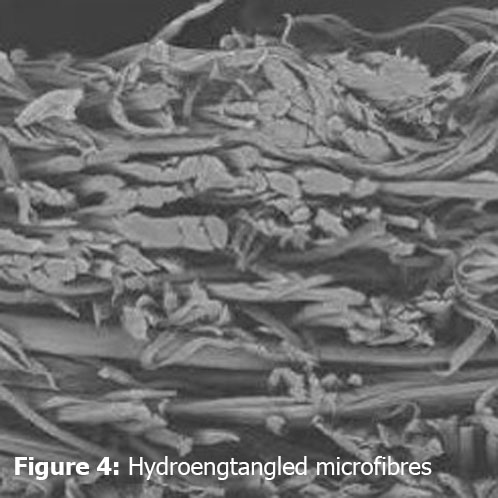
In a nonwoven microfibre wipe, the polyester/nylon fibre is extruded as a continuous filament. It then undergoes a hydroentangling process that simultaneously splits the fibres into individual wedges and entangles the fibres to give the fabric strength and integrity (Figure 4). This results in a cleaner nonwoven microfibre. The microfibre fabric is highly sorbent and also offers a metered release of the solution to a surface.
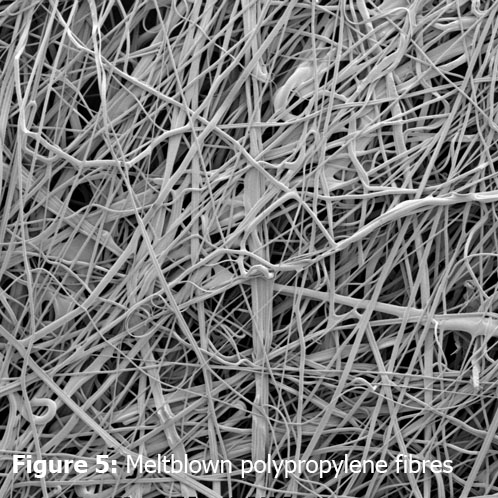
Meltblown polypropylene has a uniformly flat surface achieved with microfibre-sized filaments that give the fabric exceptional particle removal characteristics (Figure 5). The fine fibre structure also allows excellent sorbent capacity.
When presaturated or used with a solvent, the fabric offers a uniquely uniform application — or metered release — of the solvents. Owing to its hydrophobic nature, the material needs treating to sorb 100% aqueous solutions.
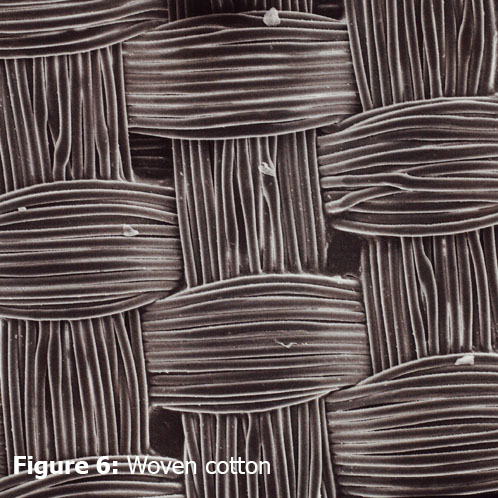
One hundred per cent woven cotton is very strong, durable and resistant to high temperatures. The weave does enable some particle entrapment, but the material sheds higher levels of particles and fibres.
How to decide?
Unfortunately, it’s not as simple as choosing a Grade B wipe for a Grade B room or an ISO 4 wipe for an ISO 4 room. There’s no such thing as a Class “X” or Grade “Y” wipe as everything is based on relative cleanliness and the specific performance requirements needed.
The trick is to focus on the application; a wipe that’s suitable for use in a Class 3 semiconductor cleanroom may not be suitable for use in a Class 3 aerospace environment. Pharmaceutical cleanrooms also need to factor in sterility and endotoxins, as well as particles.
As can be seen from the characteristics above, there may need to be a trade-off in terms of cleanliness/sorbency/particle entrapment/residue removal and also budget. Invariably, the lower the number of particles and fibres, the higher the cost of the wipe. Through its Contamination Control Assessment programme, Contec can help you to decide on the most appropriate wipe for your application and budget.
