Guenter Jagschies of GE Healthcare BioSciences discusses how Lean-enabling technologies play a crucial role in helping to reduce both costs and waste
The concepts of high volume/low profit operations have been adopted by industries for decades, particularly in the food and car manufacturing sectors.1,2 But in the area of biopharmaceuticals, these prinicples have only recently become important. Does this shift mean industry is increasingly seeing these concepts as a money-saving reality and less as a business philosophy?
The biopharmaceutical industry has witnessed a number of new challenges in the past five years. While companies face the usual requirement to increase revenues and profits, the biopharma industry sees growing pressure on drug prices as the large public and private healthcare providers are re-evaluating many of the therapies they use. Biopharmaceutical manufacturers are also facing rising sales and marketing costs, operational energy and material costs, as well as having to manage substantial financial risks - for example, deciding whether to build new facilities or use existing plants.
Additionally, the threat of bio-generics remains a serious risk to the income of branded products - particularly from the emerging economies of Asia. We now have a situation where, in line with the process of industrial maturation, manufacturers must implement operational improvements across the value chain.
meeting the challenge
To meet these challenges head on, the industry is consolidating and embracing the concepts of "Lean-" and "operational excellence". Approaches include the use of process analytical technology (PAT), platform-based processes and disposable production components, all of which can reduce time-to-market or the costs of development and manufacture through increasing product and process quality, and reducing waste - keys to achieving "operational excellence".
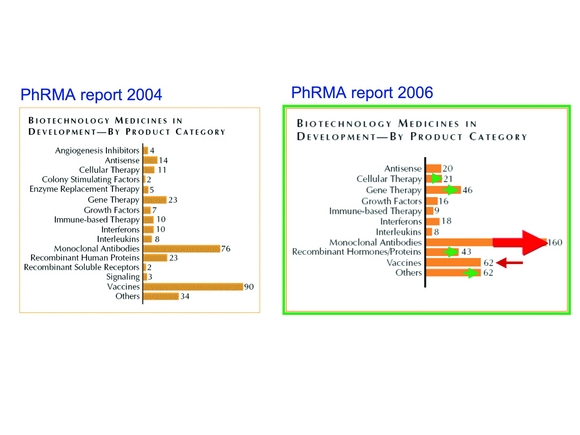
There is no doubt that the portfolio of the biopharmaceutical industry is being driven by monoclonal antibodies (MAbs) (see figure 1). At the same time, however, the industry is debating the exact scales of MAb manufacturing necessary - is multi-ton manufacturing on the horizon? Brian Kelley, a professor at Tufts University in Massachusetts, US, has carried out research into large-scale monoclonal antibody production.3 He has looked at a single-branded product need of up to 10,000kg/year. Kelley concluded that such production is possible with current technology and sees little or no need to turn to unproven alternatives simply for cost reasons.
In our own study that looked at the production-scale of currently marketed biopharmaceuticals, we see at least four recognisable trends that will reduce average production scales for novel protein drugs.4 From this, we can conclude that future antibody manufacturing will need to offer solutions for a small group of therapeutics at the ton-scale and much more economical production of proteins at 50-500kg volumes. This is achievable through operational excellence.
Operational excellence describes the goal of achieving superior yields, lead-time and throughput while eliminating waste. It is a systematic approach to attaining world-class performance in productivity, quality and delivery of services and/or goods. Two effective tools for achieving this are Lean and Six Sigma. GE Healthcare Life Sciences is one of the companies at the forefront of Lean-enabling technology, anticipating some of the industry pressures a few years ago and implementing a programme of Lean initiatives. It recognised that their rapid pace of growth created many process improvement opportunities. Other firms have been investing heavily in operational excellence tools.
Lean can be broadly described across five principles:
- Define value - from the end-user's view point;
- Identify the value stream - develop an understanding of how value flows to the product/service/person/object that is moving through the process;
- Establish flow - creating a situation where the product/service/person/object moving through the process does so with no interruptions or issues;
- Examine "pull" from the end-user - until something needs doing from that perspective, don't do it; and
- Describe perfection - it's the aim that cannot be achieved, but processes will be improved by trying.
The main focus of Lean-enabling technologies is to reduce waste, which can occur through overproduction, transportation, inventory, defects and underutilisation, among other issues. Figure 2 shows where time and money can be saved when implementing operational excellence tools.
We have a number of tough decisions to make in the short-term to ensure the industry's long-term viability. As the market becomes more competitive, processes such as cell culture improve, and we move quickly towards multi-product/multi-scale manufacturing at multiple sites.
There is great speculation as to whether we need to invest in new technology to meet manufacturing demands or just look at continuous improvement of current techniques and technology. Industry consensus suggests that much can be done by focusing on the latter.3,8 In the current economic climate, many companies are simply not in a position to invest huge sums of money in new technology that may have only a marginal effect on the bottom line.
Over the past decade, innovations from chromatography suppliers such as GE Healthcare have helped bio-manufacturers to overcome many issues. This support has provided dedicated tools for difficult challenges, such as media screening and column packing, and resins that can cope with high titres and specific purification issues - providing higher productivity.
But what about the next decade? Where does the industry need to focus? We envisage that in the coming decade:
- There will be an increasing need for MAbs as therapeutics;
- Product titres for MAbs will reach levels of 5g/L or greater; and
- With diseases such as influenza, manufacturers will need to develop and produce vaccines at greater speed to minimise the impact of pandemics.
Table 1 shows our research into current industry best performances, summarising our findings and giving an indication of where the industry stands today and the improvements that may be achieved.
Implementing Lean can help find ways to create better process flow, reduce downtime and stoppages, and reduce non-productive activities such as changeover time between production campaigns, cleaning procedures, or preparation of equipment and process buffers. However, Lean and Lean-enabling tools can also be used in process development and optimisation. One example is High Throughput Process Development (HTPD) on filter plates, such as PreDictor plates, which allow identification of the most appropriate chromatography conditions for a process by running a series of experiments in a very short period of time, helping to define the design space and limits of operation. This also helps to select the most appropriate chromatography resins for each step.
Figure 3 highlights how Lean concepts can be applied to a chromatographic process step to improve on first generation tools. In our interpretation, we assume that only the loading of material to be purified, the removal of impurities from the bound product in several wash and strip steps, and the elution of the purified intermediate product are essential value-adding activities. Preparation of resin slurry and column packing as well as cleaning (CIP) and equilibration are not. chromatography
Traditionally, most downstream processing stems from the success of first generation chromatography products and process designs. A number of resin improvements have recently become available that affect chromatography capabilities. One example is in improvements to Protein A resins where the introduction of higher capacity and more stable resins offers simplified CIP regimes and longer working lives. Other examples are novel ion exchangers with higher capacities, increased volume throughputs; and multimodal selectivities that can shorten a process from three to two steps. Figure 4 highlights how utilising updated resins changes the performance of the whole downstream process taken from a model study performed at GE Healthcare.4
When replacing the capture step (Protein A resin) in a classic process using first generation Sepharose Fast Flow resins with a modern Protein A resin (MabSelect), process time is reduced and specific costs ($/g) are lowered by ~50%. Completely changing to the recently developed resin technology reduces the process time to two days and the costs to just above 30% of the original level (model process).
This translates to a two to three-fold productivity increase for the corresponding original downstream process, in part by enabling many more batches per year. Lean analysis can help manufacturers uncover many of the real issues behind their costs and bottlenecks, such as using early generations of tools and poorly optimised unit operations.
One of the main features of Lean is to review process steps critically. One example is if the same quality result can be achieved with one step fewer, process engineers can implement Lean to remove unnecessary operations. Applying at least three chromatography steps to purify protein pharmaceuticals such as antibodies, for example, is still seen as sacrosanct by many.
However, there are at least two published variations of a two-step chromatography process with the promise to meet quality objectives in many of the cases where they have been applied.10,11 Two-step purification methods may not reduce the direct costs by much relative to other improvements, but by taking a holistic view, you can see smaller buffer volumes will be required and, as a result, buffer preparation and storage requirements are reduced.
Additionally, one of the key issues observed by experts promoting disposable chromatography is the time consumed before and after the purification, such as in column packing, cleaning and eventually storage. Pre-packed columns for fairly large-scale operation have become available under the brand name ReadyToProcess (GE Healthcare). With these pre-tested and pre-sanitised devices, resin slurry preparation and column packing is not necessary and the corresponding waste is removed. The columns are made of construction materials that can be disposed of by incineration and are ready for use in single-use or campaign mode.
Manufacturers must carefully consider their processes and ascertain whether they are running optimally. As the industry swings to mass production of monoclonal antibodies, it is now more important than ever to ensure development and manufacture is as efficient as it can be. Removing or "trimming the fat" from anything that does not add value, and by enabling manufacturers to do more with less will mean costs are reduced, productivity is increased, ultimately delivering value for money. The two trends worth watching out for over the coming decade are:
- Large-scale efficient manufacturing for blockbusters, and
- Small-scale, flexible technologies for rapid experimentation and efficient production of small volumes used in testing, clinical trials and small patient populations.
Disposable solutions are "en vogue", although "ready-to-use" is the relevant feature - offering the required manufacturing agility.
Upstream and downstream processes are becoming more integrated and more industry-friendly, instead of remaining as separate unit operations with awkward interfaces. Continued improvements in chromatography (capacity, throughput and quality) and membranes, (eg., a reduced need for filter area) will be complemented with numerous approaches to improve ease-of-use and increase efficiency.
Suppliers to the biopharma industry will need to take these developments into account and GE Healthcare will be working closely with the industry to provide the necessary tools for operational excellence. But we are not just looking at the short-term issues - the continually evolving nature of the industry prevents this. It is important to recognise the challenges facing biopharmaceutical production during the course of the next decade, which include flexible development and manufacturing, multi-product facilities, and tackling the issues of biosimilars.
Whether you are a contract manufacturer or produce your own biopharmaceuticals, there are huge pressures on the industry to develop operational excellence. The current economic climate simply prevents investing vast sums into completely redesigning development and manufacturing processes. On top of this, it is important not to lose sight of the over-riding need to provide innovative vaccines, MAbs and therapeutics that can improve health on a global scale. The industry is at a crossroad and its future viability will depend on which path it decides to follow.






