
Continuous manufacturing (CM) has become a prominent yet often misunderstood concept in the pharmaceutical industry, with varying interpretations ranging from perfusion and flow chemistry to fully integrated systems. In biologics production, CM represents a promising advancement designed to enhance yields, reduce costs, and streamline processes.
Despite increased media focus, confusion persists around what truly constitutes continuous manufacturing in biologics. While some companies have implemented aspects of CM—typically upstream perfusion or perfusion paired with capture on affinity resin, sometimes involving surge tanks—very few have achieved a fully continuous, end-to-end process.
A true continuous manufacturing system seamlessly integrates both upstream and downstream operations, maintaining uninterrupted flow through to the third chromatography step (Chrom 3). This level of connectivity delivers exponential benefits, surpassing those of partial CM implementations like perfusion alone or perfusion with capture.
In contrast, traditional fed-batch or partial perfusion processes involve segmented steps, product holds, intermediate testing, and downtime, all of which reduce efficiency and increase operational complexity. By integrating key downstream operations—such as capture chromatography and ion exchange chromatography—into a fully connected continuous system, manufacturers can realise genuine CM. This approach not only improves productivity but also significantly reduces production costs.
Primary variations of continuous manufacturing processes
The industry currently employs three primary variations of continuous manufacturing processes:
- Semi-continuous (Hybrid): this method combines elements of both batch and continuous manufacturing, and only certain stages operate continuously, while others follow traditional batch techniques. For instance, some setups may use perfusion, harvesting daily for downstream processing while maintaining a bioreactor with fresh media. Others may connect the protein capture stage and pause the flow before proceeding with subsequent downstream steps, which are completed sequentially.
- Individual continuous operations: companies in this category retrofit continuous components into their existing batch processes, creating a hybrid system. This enhances efficiency but doesn't deliver a fully integrated solution. For example, some manufacturers operate multiple fed-batch bioreactors in series with a single downstream process.
- Fully connected continuous manufacturing (FCCM): the most advanced form of continuous manufacturing, FCCM provides an uninterrupted, end-to-end process from seed to final purification. Enzene is the only CDMO that has validated a fully connected continuous platform that integrates all unit operations—from perfusion to Chromatography 3 (Chrom 3). Unlike other processes, FCCM eliminates the need for holding tanks or intermediary steps, streamlining the workflow and significantly improving efficiency and consistency throughout the manufacturing process.
The advantages of FCCM extend well beyond improvements in productivity. One of the most notable benefits is the significant boost in yield. In continuous perfusion cell culture, fresh media is consistently supplied while spent media is removed, allowing proteins or antibodies to flow directly into downstream processing. This approach minimises the time biologics spend in cell culture, reducing degradation and the risk of protein aggregation. As a result, product quality improves and output increases. By preventing prolonged contact between the target protein and other cellular components that might degrade it, FCCM can achieve up to a ten-fold increase in productivity compared to traditional batch processes.
FCCM also delivers superior product quality by minimising hold times and limiting exposure to environmental variations. This increased control and consistency are particularly valuable for complex biologics, including bispecific antibodies and fusion proteins, where stability and uniformity are critical.
Cost reduction is another key benefit. FCCM’s integrated design significantly lowers the need for large-scale bioreactors, intermediate storage tanks, and facility space. For instance, Enzene’s FCCM platform demonstrates 40–50% savings in cost of goods sold (COGS), even for intricate molecules, while operating with a 70% smaller footprint than conventional manufacturing setups.
Additionally, FCCM provides exceptional scalability and operational flexibility. It supports the efficient production of high volumes of biologics—such as monoclonal antibodies (mAbs)—at a reduced cost per gram. This combination of scalability, quality, and cost-effectiveness makes FCCM a highly adaptable solution for modern biologics manufacturing.
How is continuity maintained?
In a FCCM setup, both upstream and downstream steps are seamlessly integrated into a continuous process, eliminating traditional batch-mode interruptions. At the heart of the upstream process is a perfusion system, where a bioreactor continuously produces the product which is subsequently taken out of the bioreactor using an Alternating Tangential Flow (ATF) system. This ATF system filters out the product without removing the cells, allowing them to remain in the bioreactor at high density (up to 60–120 million cells/mL), thus maintaining high cell viability and productivity.
Once taken out of the bioreactor, the product immediately enters the downstream process. Instead of pausing between stages, like many setups that rely on hold tanks after capture step, Enzene’s FCCM synchronises every step in real time. While one Protein A chromatography column is loaded with the bioreactor's output, a second column in parallel undergoes washing, elution, and cleaning, preparing it for the next cycle. This precise timing eliminates hold times, allowing the entire process to flow continuously without interruption (Figure 1).
While other setups may similarly use 4, 8, or even up to 16 Protein A capture columns followed by a holding step, Enzene has optimised the process to use only two Protein affinity columns without the need for hold tanks, allowing all operations to remain in a continuous flow-through mode.
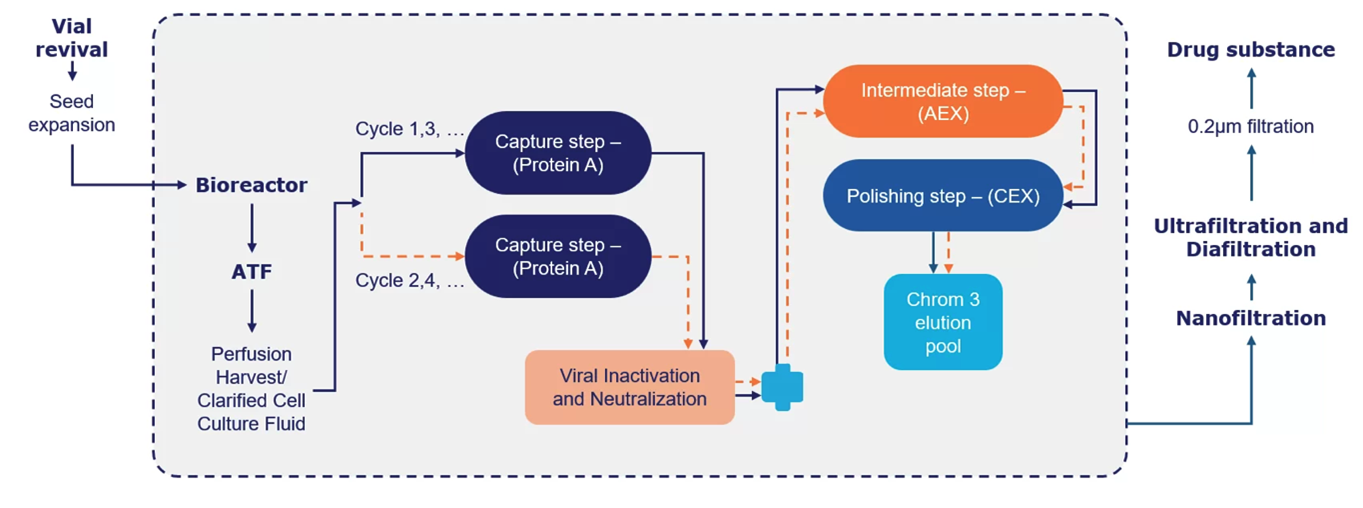
Figure 1: Fully Connected Continuous Manufacturing system has both upstream and downstream steps integrated in a continuous process (all steps in the dotted rectangle) Ref: EnzeneX TM
By connecting all stages from perfusion to viral inactivation, along with further downstream steps of anion and cation exchange chromatography, the process is fully integrated and occupies a much smaller physical footprint than traditional systems.
This is achieved by using time synchronisation between process unit steps and integrating the unit operations. The process parameters are in turn optimized to get maximum possible fixed volume out of unit operations either in flow-through mode or binding mode.
This allows the platform to produce impressive volumes, achieving between 5 to 15 kg of product from a 500-litre bioreactor at 320 L working volume. It operates with a 1.5 bioreactor volume perfusion rate and can complete production within approximately 30 days, depending on the molecule and titer. With EnzeneX™ 2.0, the target is to achieve 40 kg per batch, by scaling up from 500L to 1000L bioreactors and new high titre producing cell lines, with a cost per gram of antibody production as low as $40.
A compelling example of FCCM’s superiority comes from our work with a bispecific interleukin molecule. Initially developed using a fed-batch process, the molecule faced significant stability issues and poor yield. Transitioning to the FCCM platform resulted in an eight-fold increase in productivity and marked improvements in stability and quality, highlighting FCCM’s advantages and versatility in handling complex biologics. As the biologics pipeline expands to include novel formats like bispecifics, tri-specifics, and fusion proteins, FCCM will be instrumental in overcoming challenges related to stability, yield, and scalability.
Regulatory guidelines for continuous manufacturing
As the industry embraces these advancements, regulatory authorities, including the FDA, have updated their guidelines to reflect the increasing recognition of continuous manufacturing. The agency acknowledges the significant benefits of CM in enhancing product quality and consistency, as well as providing greater control over production processes. Its guidelines advocate for the adoption of CM, underscoring its superiority over traditional batch methods, particularly within the framework of quality-by-design (QbD) principles.
International regulatory bodies such as the International Council for Harmonisation of Technical Requirements for Pharmaceuticals for Human Use (ICH) have in fact developed specific guidelines, like ICH Q13, to assist drug manufacturers in implementing CM for both drug substances and drug products.
As these guidelines become established and the advantages of CM become more evident, it is inevitable that more manufacturers will transition to continuous manufacturing to leverage the significant benefits this technology offers over fed batch, but few may have the resources or expertise to develop fully-continuous systems.
While continuous manufacturing offers significant advantages, it also requires rigorous validation to meet evolving regulatory standards. Achieving success in this area involves considerable investment and careful process validation. For instance, it took Enzene several years to optimise the process and then to be able to transition 30 fed-batch processes to a fully connected continuous manufacturing platform resulting in the production of commercial products.
As the biologics industry evolves with more complex molecules and treatments like bispecific antibodies and fusion proteins, the demand for efficient and scalable manufacturing processes will rise. Continuous manufacturing is often seen as a solution, but not all CM approaches provide the same benefits. FCCM platforms, by integrating upstream and downstream processes into a seamless flow, offer enhanced flexibility and process control. They can achieve higher yields, lower costs, and improved product quality, making them essential for addressing the challenges posed by complex biologics and emerging therapies.






